The Art of Stretch Forming





Stretch forming was invented during the 1940s with the rise of the aerospace industry for the curving of aluminum aircraft parts to reduce weight, and thereby, fuel consumption. It expanded into car components and eventually, into the architectural industry. Architects and designers pursued new opportunities to create curved facades and building components.
The process of stretch forming is more of an art, than a science. It takes years of experience to become a skilled craftsperson that can stretch form consistent, successful, curved aluminum components for architectural projects.
Stretch forming is a metal bending process in which a lineal shape, such as an aluminum extrusion, is stretched and bent simultaneously over a form, called a die. Each form is built to the required radius. These forms may be customized for a special curvature and used only once, or re-used for more popular, repeating arcs.
Opportunities with Stretch Forming
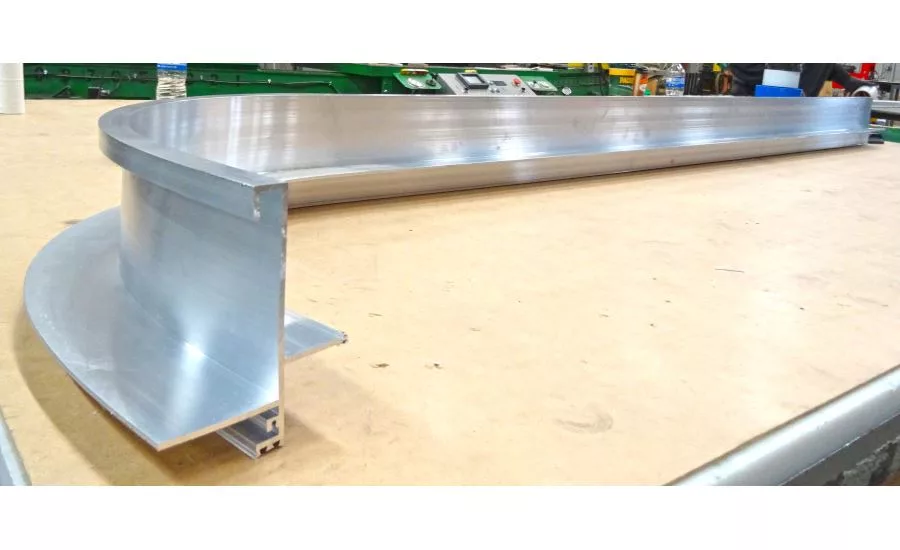
Stretch forming capabilities typically include portions of circles, including half-circles and eyebrows, ellipses and arched shapes. These shapes can be formed with straight leg sections at one or both ends of the curve. This method of curving eliminates several conventional fabrication and welding steps.
The variety of shapes and cross-sections that can be stretch-formed is almost unlimited – from muntin bars and panning for windows, cladding and spirals for handrails, large mullions for building envelopes to serpentine shapes for canopies. Stretch forming allows architects, designers and builders to realize forms as graceful as they are sturdy and functional.
In most cases, the stretch-formed aluminum component’s curvature is so highly precise that even intricate multi-components and snap-together curtain wall components can be formed from metal without loss of section properties or original design function.
To achieve this level of precision, the basic stretch-forming machine has two arms or carriage beams that hold multiple-positioning gripping jaws. Both ends of the extrusion are inserted into the gripper jaws and stretched to their yield point. The jaws are attached to hydraulic tension cylinders that stretch the extrusion. The arms swing by rotating on large, machined pins with bearings that allow the extrusion to wrap around and against the form. This produces perfectly contoured products, while limiting or even eliminating wrinkling inside the arc. When the wrapping is completed, the stretch force is released and the gripper jaws are opened.
Stretch forming maintains close and consistent tolerances with excellent repeatability, and alignments of complex profiles and compound curves. There should be no visible surface marring, distortion or ripples. These benefits inherent in the stretch forming process yield a smooth and even surface. Each component must meet the project’s specifications and warranty conditions.
Structural vs. Non-Structural Application
Aluminum has proven to be a suitable, reliable material for load-bearing structures for more than 100 years. However, the application of the parts being curved dictates the process used.
After being pushed through an extrusion press, extrusions are cut and placed into a tempering oven to harden and give them structural integrity. When they are fully hardened to a T5 or T6 temper, they are too hard to curve. If the parts to be curved have been fully tempered, they will need to be annealed before curving. To do this, the part is placed in a large oven and heated to a peak temperature range of 700 to 800 degrees Fahrenheit for two to three hours.
Annealing makes the extrusion soft again—enabling it to be curved. Metal that is annealed cannot be hardened again. Once it is softened, it will remain soft. In applications where the parts are expected to carry a structural load or have another structural application, annealing generally is not an acceptable practice.
For structural or load-bearing applications, the best practice is to have extrusions tempered to a soft state of T1, T4 or to a T52 state. Material tempered to a T1 or T4 can be bent without annealing, and can be tempered after the curving process to a T5 or T6 that is typical in structural applications. T52 is a very stable temper and can be curved without annealing, and it maintains its properties after curving without the need for additional tempering.
Painted or Anodized Finishes
Similar to the curving process, the end-use application of the part will determine the best practice for how curved parts should be finished. If an extrusion has been painted or anodized, and has been tempered to a T5 or T6 hardness before being curved, the parts will need to be annealed. The high heat associated with the annealing process likely will cause painted finishes to burn and anodized finishes to discolor or craze. For this reason, when parts require annealing, it is best to finish them after the curving process has been completed.
For extrusions tempered to a T1, T4 or T52 hardness, parts can be finished before curving. However, some marring or slight damage to the finished surface should be expected due to the parts being stretched across the form’s hard surface during the curving process. Depending on the tightness of the radius, anodic coatings also may craze or discolor as a result of being curved. If the T1 or T4 tempered extrusions require oven-aged tempering after curving, the high heat will likely damage the coating.
Regardless of the effect the curving process has on the finish, nearly all manufacturer and applicator warranties are voided when extrusions or brake metal are finished prior to curving. To obtain the best finish quality and to keep parts fully warranted, it is best to finish after curving—regardless of the temper of the extrusion. The American Architectural Manufacturers Association (AAMA) publishes industry-accepted specification standards for anodize and paint finishing of architectural aluminum components.
Thermally Improved Curves
At least one U.S. finishing and service provider also offers thermal improvement services for curved and radius, finished aluminum extrusions backed with an industry-leading warranty. The thermal improvement processes may be specified as either a full pour-and-debridge of radius material, both structural and non-structural, or a fully crimped thermal strut system. The service provider places no restrictions to the degree of curvature, and finishes may be specified in liquid paint, powder coat or anodize.
Installing the thermal barrier in the metal after it has been curved helps minimize stress on the thermal barrier and ensures performance as specified. Choosing the thermal strut system provides the additional design flexibility of dual finishing, where the interior and exterior surfaces may be finished in different colors and formulations.
Ensure that aluminum products’ thermal improvement options strictly comply with its material suppliers’ standards and AAMA’s quality assurance processing guidelines. For optimal quality and convenience, some finishers provide a single-source solution where stretch forming, thermal improvement and finishing are synchronized and retain the full warranty. When available, utilizing the finisher’s trucks also can reduce material handling and packaging to minimize the opportunity for damage, while saving costs and time.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!
.webp?height=740&t=1767036885&width=auto "Header - BE 1170x658 (002).png")

.webp?height=740&t=1755781744&width=auto "KEE(2).png")


